
Pipeline design includes various activities like planning route of pipeline, diameter of pipe to use, materials of construction, stress analysis etc.
INDEX
- Softwares used in Pipeline Engineering
- Pipeline Codes and Standards
- Hydraulic Design of Pipelines
- Pipeline Pipe Specification
- Pipeline Material Procurement
- Pipeline Fittings
- Pipeline Fluid Categories
- Pipeline Tie-Ins
- Pipeline Routing
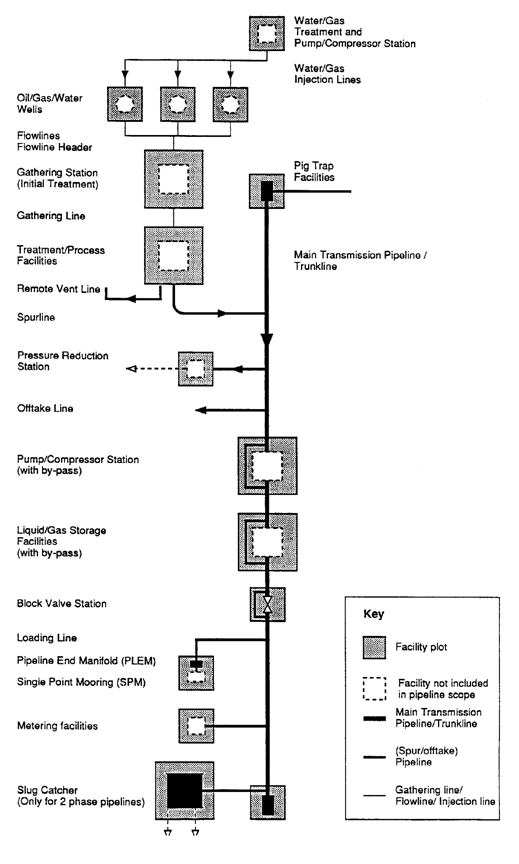
- Pipeline Schematic
- Pipeline Stress Analysis
Softwares used in Pipeline Engineering
- CAESAR II
- Autopipe
- IPMCS
- MRPACK
- SORPS
- PIPECALC
- OFFPIPE
- PRISE
- PIPECROSS
- PIPELINE STUDIO TGNET, TLNET
- HYSIS
[google-square-ad]
Pipeline Codes and Standards
Following are the reference/codes followed during Line pipe Coating & Laying of Pipeline Line :
American
- AWWA 2003 : Coal Tar Enamel Coating of Line-Pipes
- API 1104 : Welding of Pipeline and Related Activities
- API 1105 : Construction Practices for Oil and Products Pipelines
- ASME B31.4 : Pipeline Transportation System For Liquid Hydrocarbons.
- ASME B31.8 : Gas Transmission and Distribution Piping System
- API 5L / ISO 3183:2007 : Specification for line pipe
- API RP 1102 : Recommended practice for Rail and Highway Crossings
- API 6D/ISO 14313 : Pipeline Valves
Indian
- OISD B 141 : Design and Construction Requirements for Cross-Country Hydro-Carbon Pipelines.
- OISD 214 : Cross Country LPG Pipelines
- OISD 226 : Natural Gas Transmission Pipelines and City Gas Distribution Networks
- ROU and Land Acquisition : Central/State gove as Applicable (As per PMP Act 1962)
- National highway Crossings : NHAI
- SH/MDR/ODR Crossings : PWD
- Railway Track Crossings : Indian Railways
- Crossing through forest land : Forest Authority
- River/Canal Carossing : Irrigation/Canal Authority
Canadian
- CSA Z 662 : Canadian Standard for Oil and Gas Pipeline Systems.
German
DIN 30670 : 3LPE Coating of Line-Pipes
International
DNV OS-F101 : Submarine Pipeline Systems
Hydraulic Design of Pipelines
- In order to determine the possible range of operational parameters of the pipeline, a hydraulic analysis should be performed.
- For a given pipe size, fluid properties and flow rate, the hydraulic analysis should provide the pressure and temperature profiles along the pipeline for steady state and transient conditions.
- Full account shall be taken of possible changes in flow rates and operational modes, over the complete operational life of the pipeline.
- The hydraulic analysis should provide data to address: surge pressure during shut-down of a liquid line, turn-down limitations and inhibition or insulation requirements to prevent wax or hydrates deposition, effect of flow conditions on the efficiency of corrosion inhibitors, liquid catching and slug control requirements at the downstream end of two phase lines.
- The normal range of flow velocities is 1 to 2 m/s in liquid lines, and 5 to 10 m/s in gas lines.
- Continuous operations above 4 m/s for liquids and 20 m/s for gases should be avoided; lower units may apply to fluids containing solid particles, where maximum velocities will be dictated by the occurrence of erosive conditions.
- NOTE: Liquid lines containing a separate water phase, even in small quantity (e.g. 1% water cut), should not be operated at too low velocities (typically below 1 m/s). This is to prevent water dropout which may lead to a corrosive situation.
- For liquid lines, it is sometimes advantageous to adjust the design pressure along the route, depending on the patterns of the hydrostatic pressure and the friction pressure loss.
- Great care should be applied in the definition of the various sections and associated design pressures to determine whether, under any operations scenario, over pressurisation of one section is possible by the adjacent sections.
- For gas pipelines, sections of decreasing design pressure are not recommended in general, because the slight cost benefit is unlikely to outweigh the lost advantage of line packing and thus loss of system availability.
Pipeline Pipe Specification
Assessment
- Nature of Product
- Design Life
- Product Temperature
- Thickness and Grade Selection
- Handling and Transportation (diameter/wall thickness ratio to prevent buckling.
- Type of line pipe
- Installation Requirements
Corrosion Protection
- Material chemistry
- Internal Coatings
- Product Conditioning
- Corrosion Inhibitors
- Corrosion Allowance
Material of Construction
- The selection of the pipeline material type is a fundamental issue to be decided at the conceptual design stage of a pipeline project.
- The most frequently used pipeline materials are metallic.
- Non-metallic materials (e.g. GRP/GRE, flexible pipe) may be cost effective for specific applications, especially when the fluid is corrosive.
- The occurrence and rate of internal corrosion is governed by a variety of process conditions which include:
- Corrosivity of the fluid, in particular due to the presence of water combined with hydrogen sulphide (sour corrosion), carbon dioxide (sweet corrosion), or oxygen. Temperature and pressure can have a great impact on the corrosion rates.
- Velocity of the fluid, which determines the flow regime in the pipeline. In pipelines transporting fluids containing water, too low velocities lead to settlement of water, which may lead to bottom of pipe internal corrosion; too high velocities can increase the overall corrosion rate and also destroy any protective scale or inhibitor films.
- Deposition of solids, which may prevent adequate protection by inhibitors, and can create anaerobic conditions for the growth of sulphate reducing bacteria.
- The potential long-term impact of corrosion shall be considered during design , and it shall be demonstrated that the pipeline can remain fit-for-purpose throughout its lifetime.
- When sour service conditions are foreseen, as specified in NACE MR0175, the linepipe material and other materials shall be specified to resist sour service, regardless of whether or not the fluid is to be dehydrated.
- Carbon steel linepipe material may be used in “light” sweet corrosive conditions (typically where corrosion rates would not exceed 0.5 mm/year without inhibition), with appropriate corrosion allowance and inhibitor injection, regular high resolution intelligent pig monitoring, and under strictly controlled operating conditions.
- Corrosion allowances in excess of 3 mm shall not be considered without a detailed analysis by corrosion specialists.
- Materials able to resist sweet corrosion include duplex stainless steels and carbon steels with internal austenitic cladding.
- Internal coatings cannot be relied on for complete prevention of corrosion.
- Internal lining (e.g. polyethylene) can be applied for internal corrosion protection.
- Conditions which may cause pipewall erosion shall be avoided.
- Various Materials Used Are :
- Carbon Steel (CS)
- NACE Carbon Steel
- CRA Clad CS
- CS with internal coatings
- Non-metallic materials
Pipelines are commonly constructed with linepipe in steel grades X42 to X65 as defined in API Spec 5L. Lower grades such as Grade B and higher grades may be appropriate in some cases.
Appropriate derating factors, in accordance with Table 841.116A of ANSI/ASME B31.8, should be used for pipelines operating at high temperatures.
NOTE: Table 841.116A applies to carbon steel materials (derating required above 120 °C). For duplex stainless steel, derating is generally required at lower temperatures (approximately 50 °C).
For the sections of pipelines in locations where they may be exposed to pool or jet fires, reducing the strength properties of high yield material, the material grade should not exceed X52. If higher grades are used, X52 yield strength should be assumed, unless measures are taken to protect the pipe section against exposure to (pool/jet) fire.
Attention shall be given to the fracture toughness properties of pipe material for gas pipelines to prevent the possibility of long running fractures. This is particularly critical when low temperatures are possible, e.g. downstream of pressure reduction stations and at exposed above ground locations.
Carbon steel line pipe shall be in accordance with the following Shell specifications, which are supplementary to the API Spec 5L specification:
L-2-2/3 Carbon Steel Linepipe for Non-Sour Service
L-3-2/3 Carbon Steel Linepipe for Sour Service
Pipe Fabrication Method
- Available Methods are :
- Seamless
- Electric Welded
- Longitudinal Seam submerged are welded (LSAW)
- Helical seam submerged arc welded (HSAW)
- Submarine Pipelines
- Seamless Pipes upto and including 16”
- LSAW Pipes 18” and above
- Onshore Pipelines
- Seamless pipes upto and including 8”
- LSAW pipes 16” and above
- HSAW Pipes 18” and above
- EW Pipes : 4” to 18”
Pipeline Material Procurement
General
- All materials should be procured from Manufacturers/Suppliers approved by the Client.
- The Client shall specify if, and to what extent, he intends to perform surveillance inspection.
- In specifying the level of Client’s inspection, the Client should take into account:
- criticality of pipeline
- type of material
- past performance of Manufacturer/Supplier
- quality system of Manufacturer/Supplier
Re-Use of Materials
- Materials from an abandoned pipeline may be used for a new project, provided that they can be certified as fully complying with the specifications required for the new application.
- Materials shall be inspected and tested to the level presently specified for new materials, i.e. by visual, destructive and non-destructive means.
- Considering deterioration in service and lower past standards, re-use of materials is not encouraged.
Spare Materials
- Sufficient spare material should be ordered to cover for route deviations and possible pipeline damage during construction, and the set-up of a material contingency stock for pipeline emergencies during the operational phase.
- The quantity of spare materials depends on the pipeline length, its location and the likelihood of damage during transport, construction and operation.
- The following quantities are provided for guidance only.
- For each pipe size, spare line pipe material for testing, route deviations and construction damage should be available in accordance with the following:
- Route length Spare line pipe
- up to 1 km 60 m
- 10 km 250 m
- 100 km 750 m
- above 200 km 5 percent of route length
- For offshore pipelines, additional lengths corresponding to twice the water depth (to cover for wet buckles during installation) and one riser should be available.
- The contingency stock of line pipe material should consist, for each pipe size, of 60 m for onshore pipelines and 250 m for offshore pipelines.
Fittings and Special Components
- Components and fittings shall be compatible with the linepipe material in terms of weldability and also conform to the bevel geometry constraints detailed in the pipeline codes.
Anti Corrossion Coatings
- Anticorrosion Coating shall be as per project specification
Concrete Coating
- Concrete Coating shall be as per Project Requirement.
Records
- The material certificates and equipment vendors’ data (including operating/maintenance instructions), to be included in the hand-over documentation, shall be kept for the life of the pipeline.
- Each individual pipe should be allocated an identification number at the pipe mill, and the same number should be used for coating and construction records.
- For large pipeline projects, a computer-based system for recording and tracking each individual pipe joint from the pipe mill to the construction location should be considered.
Pipeline Fittings
- Threaded connections (pipe to pipe, fittings), slip-on flanges and mitred connections in excess of 3 degrees shall not be used in any part of the pipeline system.
- “Pup” pieces should not be less than 0.3 m or one pipe diameter whichever is more.
- All branch connections (except for pressure relief systems, see 3.12) should be provided with a valve to permit isolation of the branch from the pipeline.
- For mechanical strength reasons, there should be no branch or instrument connections smaller than DN50 on pipelines. For pipelines smaller than DN50, the branch connections shall have the same diameter as the pipeline.
- Weldolets larger than DN75 should not be used.
- Gaskets for flanged connections should conform to the following:
- Raised face spiral round gaskets for flanges class 1500 and below, for onshore or above water.
- Ring type joints for subsea flanges, and for all flanges above class 1500.
- The number of flanged connections in pipeline systems should be minimised, i.e. tie-in welds are preferred. In some situations (offshore pipeline tie-in to a PLEM or a pre-installed riser), a flanged connection may be used; one of the flanges should have a swivel ring for easy alignment. Subsea connections for large gas transmission systems should be realised by welding.
Pipeline Fluid Categories
The fluid transported in the pipeline should be categorised in one of the following four groups, depending on its hazard potential:
- Category A: Non-flammable, stable and non-toxic fluids which are liquid at prevailing ambient temperature and atmospheric pressure plus 0.5 bar, i.e. the vapour pressure is lower than 1.5 bar (abs) at ambient Example: water, slurries.
- Category B: Flammable, or unstable or toxic fluids which are liquid at prevailing ambient temperature and atmospheric pressure plus 0.5 bar, i.e. the vapour pressure is lower than 1.5 bar (abs) at ambient Example: stabilised crude, gasoil.
- Category C: Non-flammable, stable and non-toxic fluids which are gases or a mixture of gas and liquid at prevailing ambient temperature and atmospheric pressure plus 0.5 bar, i.e. the vapour pressure is higher than 1.5 bar (abs) at ambient temperature. Example: nitrogen, carbon dioxide.
- Category D: Flammable, or unstable or toxic fluids which are gases or a mixture of gas and liquid at prevailing ambient temperature and atmospheric pressure plus 0.5 bar, i.e. the vapour pressure is higher than 1.5 bar (abs) at ambient temperature. Example: natural gas, liquid petroleum gas, ammonia.
Pipelines carrying category A and B fluids should be designed and constructed in accordance with ANSI/ASME B31.4.
Pipelines carrying category C and D fluids should be designed and constructed in accordance with ANSI/ASME B31.8.
NOTE: Liquid petroleum gas and anhydrous ammonia, which are covered by ANSI/ASME B31.4, fall under category D. Pipelines transporting these products therefore should be designed to ANSI/ASME B31.8.
Pipeline Tie-Ins
- The unconnected sections of the lowered pipeline sections at various locations have to be welded, coated and back-filled to make the sections ready for post installation hydro test.
- If a pup piece cannot be avoided for tie-in, the minimum 1.0 m length shall be added.
Youtube Videos
Pipeline Welding – Wet Ditch Tie-In :
Pipeline Welding – Tie-In Line Up :
Pipeline tie-ins :
Pipeline Schematic
Pipeline Stress Analysis
There are three types of stresses to be considered in the calculation of the equivalent stress: the hoop stress, the longitudinal stress and the combined shear stress.
Hoop Stress
![]()