Tags: #piping_engineering #piping_materials #killed_steel #deep_pipe_shrinkage
Remove oxygen from something and you kill it..!! That’s what a Killed Steel is..!!
Killed Steel is a Deoxidized steel that has all of the oxygen removed from the melt during the steel making process. Liquid steels contain dissolved oxygen after their conversion from molten iron, but the solubility of oxygen in steel decreases with cooling. As steel cools, excess oxygen can cause blowholes or precipitate FeO. Therefore, several strategies have been developed for deoxidation. This may be accomplished by adding metallic deoxidizing agents to the melt either before or after it is tapped, or by vacuum treatment, in which carbon dissolved in the steel is the deoxidizer.

Killed steel is steel that has been completely deoxidized by the addition of an agent before casting, so that there is practically no evolution of gas during solidification. They are characterized by a high degree of chemical homogeneity and freedom from gas porosity. The steel is said to be “killed” because it will quietly solidify in the mould, with no gas bubbling out. It is marked with a “K” for identification purposes.
Common deoxidizing agents :
These include aluminium, ferrosilicon and manganese. Aluminium reacts with the dissolved gas to form aluminium oxide. The aluminum oxide precipitates provide the additional benefit of pinning grain boundaries, thereby preventing grain growth during heat treatments. For steels of the same grade a killed steel will be harder than rimmed steel.

Disadvantages
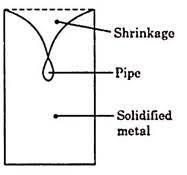
The main disadvantage killed steels is that it suffers from deep pipe shrinkage defects. To minimize the amount of metal that must be discarded because of the shrinkage, a large vertical mold is used with a hot top. Typical killed-steel ingots have a yield of 80% by weight.
Commonly killed steels
Commonly killed steels include alloy steels, stainless steels, heat resisting steels, steels with a carbon content greater than 0.25%, steels used for forgings, structural steels with a carbon content between 0.15 and 0.25%, and some special steels in the lower carbon ranges. It is also used for any steel castings. Note that as the carbon content decreases the greater the problems with non-metallic inclusions.
Previous information apply only for ingot casting which is now mostly obsolete with continuous casting and strip-casting technology all steel are killed and resulting yield is close to 96%.