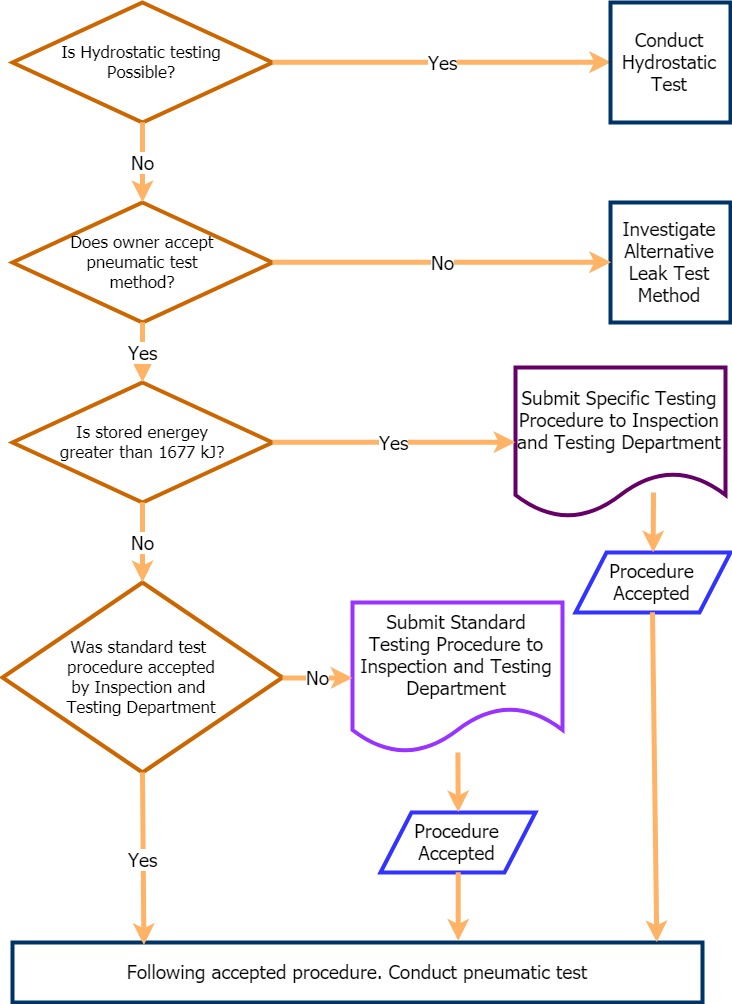
Pneumatic testing is used where hydrostatic testing cannot be used e.g. when residual water can damage the piping system. Pneumatic testing decision system must be in place for an engineering firm.
Pneumatic Testing as per ASME B31.3
ASME B31.3 section 345.5 specifies requirements of pneumatic testing.
345.5.1 Precautions.
Pneumatic testing involves the hazard of released energy stored in compressed gas. Particular care must therefore be taken to minimize the chance of brittle failure during a pneumatic leak test. Test temperature is important in this regard and must be considered when the designer chooses the material of construction. See para. 345.2.2(c) and Appendix F, paras. F323.4 and F345.5.1.
345.5.2 Pressure Relief Device.
A pressure relief device shall be provided, having a set pressure not higher than the test pressure plus the lesser of 345 kPa (50 psi) or 10% of the test pressure.
345.5.3 Test Fluid.
The gas used as test fluid, if not air, shall be nonflammable and nontoxic.
345.5.4 Test Pressure.
The test pressure shall be not less than 1.1 times the design pressure and shall not exceed the lesser of :
(a) 1.33 times the design pressure
(b) the pressure that would produce a circumferential pressure or longitudinal stress (based on minimum pipe wall thickness) in excess of 90% of the yield strength of any component at the test temperature
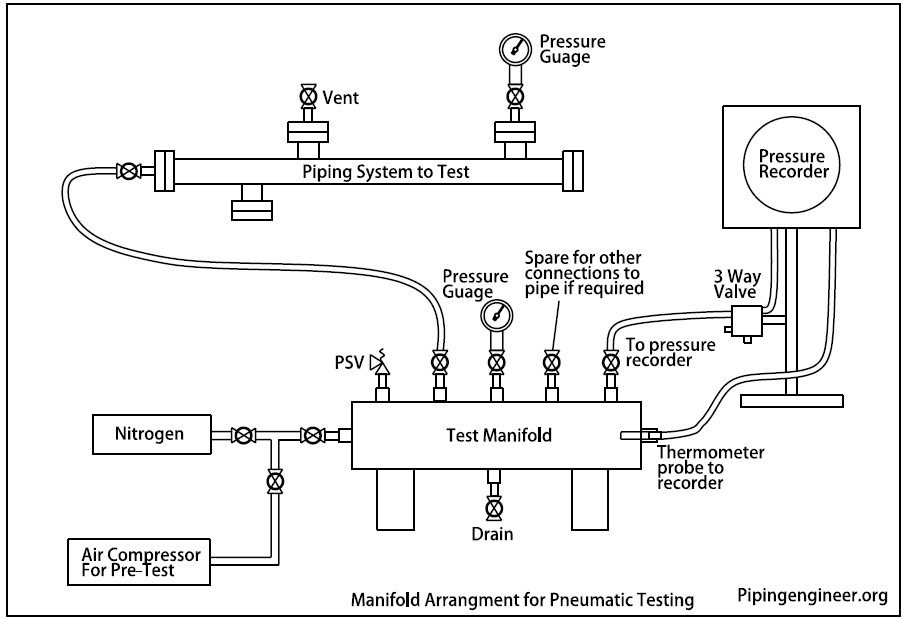
345.5.5 Procedure.
The pressure shall be gradually increased until a gage pressure that is the lesser of onehalf the test pressure or 170 kPa (25 psi) is attained, at which time a preliminary check shall be made, including examination of joints in accordance with para. 341.4.1(a). Thereafter, the pressure shall be gradually increased in steps until the test pressure is reached, holding the pressure at each step long enough to equalize piping strains. The pressure shall then be reduced to the design pressure before examining for leakage in accordance with para. 345.2.2(a).
Salient Features of Pneumatic Testing
- Pneumatic testing pressure is normally 10% higher than the design pressure of a piping system.
- Pneumatic testing is recommended only for low pressure applications.
- Test media (Air) used is compressible by pressure application.
- Energy stored per unit volume of compressed air under test pressure is very high.
- Easy to clean equipments and pipelines after pneumatic testing.
- Pressure relief devices are must during test to ensure no over pressurization.
- Chances of equipment/ Pipe / test apparatus failures are very high in pneumatic testing.
- Weight of equipment with test medium as air is comparatively less.
- Before pneumatic testing, it is highly essential to carefully check all weld joints.
- Pneumatic testing needs supervision and guidance of senior experienced staff.
- When doing pneumatic testing of pipelines, they should be tested small segment of pipeline at a time.
- Damages made by failures in pneumatic testing are very huge and extensive.
- Pneumatic testing needs special attention and safety precautions.
Difficulties with Pneumatic testing:
Pneumatic tests are potentially more dangerous than hydrostatic tests because of the higher level of potential energy stored during compressing the gas.
Care must be exercised to minimize the chance of brittle failure during testing by initially assuring the system is suitable for pneumatic testing.
Pneumatic tests could be performed only when at least one of the following conditions exists:
- When the systems are designed in such a way that it cannot be filled with water.
- When the systems are such that it is to be used in services where traces of the testing medium cannot be tolerated.
Using a pneumatic test instead of hydrostatic requires approval from proper authority or body.
Pneumatic Testing Failures
Jan 26 2006 Accident occurred in a factory in Brazil, during pneumatic pressure testing with air from pipe work around a tank. There were no blind flanges placed in order to isolate the pipe work to the tank, only the valves were closed. Probably one or more valves failed, or were not closed as the tank underwent a pressure test. As a result, there has been a tremendous energy built up in the tank, and the tank “launched” and ended up on top of the installation.