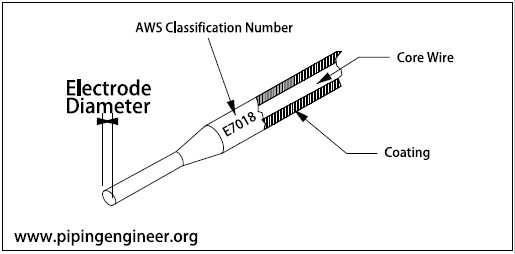
E – Indicates that this is an Electrode. 70 – Indicates tensile strength. Measured in thousands of pounds per square inch. 1 – Indicates welding position. 8 – Indicates the coating, penetration, and current type used. (See Classification Table below) X – Indicates that there are more requirements. (See Additional Requirements below)
WELDING POSITIONS
1
All positions (Flat, Horizontal, Vertical (up), Overhead)
2
Flat, Horizontal
4
Flat, Horizontal, Overhead, Vertical (down)
CLASSIFICATION TABLE
Class
Electrode Coating
Penetration
Current Type
Exxx0
Cellulose, Sodium
Deep
DCEP
Exxx1
Cellulose, Potassium
Deep
AC, DCEP
Exxx2
Rutile, Sodium
Medium
AC, DCEN
Exxx3
Rutile, Potassium
Light
AC, DCEP, DCEN
Exxx4
Rutile, Iron Powder
Medium
AC, DCEP, DCEN
Exxx5
Basic, Low Hydrogen, Sodium
Medium
DCEP
Exxx6
Basic, Low Hydrogen, Potassium
Medium
AC, DCEP
Exxx7
Basic, Iron Powder, Iron Oxide
Medium
AC, DCEN
Exxx8
Basic, Low Hydrogen, Iron Powder
Medium
AC, DCEP
Exxx9
Basic, Iron Oxide, Rutile, Potassium
Medium
AC, DCEP, DCEN
ADDITIONAL REQUIREMENTS
Suffix
Additional Requirement
-1
Increased toughness (impact strength).
-M
Meets most military requirements – greater toughness, lower moisture content as received after exposure, diffusible hydrogen limits for weld metal.
-H4, -H8, -H16
Indicates the maximum diffusible hydrogen limit measured in millimeters per 100 grams (mL/100g). The 4, 8, and 16 indicates what the limit is. Example: -H4 = 4mL per 100 grams
LOW ALLOY STEEL COATED ELECTRODES
SUFFIX TABLE
Suffix
Steel Alloy Type
Suffix Number Description
-A1
Carbon-Molybdenum
0.40 – 0.65 Mo
-B1
Chromium-Molybdenum
0.40 – 0.65 Cr 0.40 – 0.65 Mo
-B2
Chromium-Molybdenum
1.00 – 1.50 Cr 0.40 – 0.65 Mo
-B2L
Chromium-Molybdenum
Lower Carbon B2
-B3
Chromium-Molybdenum
2.00 – 2.50 Cr 0.90 – 1.20 Mo
-B3L
Chromium-Molybdenum
Lower Carbon B3
-B4L
Chromium-Molybdenum
1.75 – 2.25 Cr 0.40 – 0.65 Mo
-B5
Chromium-Molybdenum
0.40 – 0.60 Cr 1.00 – 1.25 Mo
-B6
4.6 – 6.0 Cr 0.45 – 0.65 Mo
-B8
8.0 – 10.5 Cr 0.8 – 1.2 Mo
-C1
Nickel Steel
2.00 – 2.75 Ni
-C1L
Nickel Steel
Lower Carbon C1
-C2
Nickel Steel
3.00 – 3.75 Ni
-C2L
Nickel Steel
Lower Carbon C2
-C3
Nickel Steel
0.80 – 1.10 Ni
-NM
Nickel-Molybdenum
0.80 – 1.10 Ni 0.40 – 0.65 Mo
-D1
Manganese-Molybdenum
1.00 – 1.75 Mn 0.25 – 0.45 Mo
-D2
Manganese-Molybdenum
1.65 – 2.00 Mn 0.25 – 0.45 Mo
-D3
Manganese-Molybdenum
1.00 – 1.80 Mn 0.40 – 0.65 Mo
-W
Weathering Steel
Ni, Cr, Mo, Cu
-G
No required chemistry
-M
Military grade May have more requirements
CHEMICAL SYMBOLS FOR THE ELEMENTS
C
Carbon Most effective hardening element in steel
Mn
Manganese Hardening element second to carbon
Si
Silicon Deoxidizer, moderate strengthener
P
Phosphorus Causes cracking if too high
S
Sulfur Aids in machining – Cracking problems like P